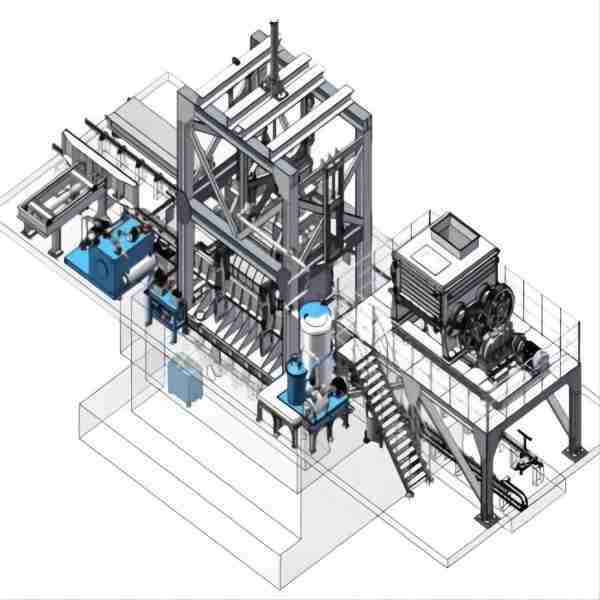
陽極焼成炉管理アセンブリ

焼成炉管理アセンブリは、陽極焼成ワークショップの特別な装置です。その主なプロセス操作は次のとおりです。
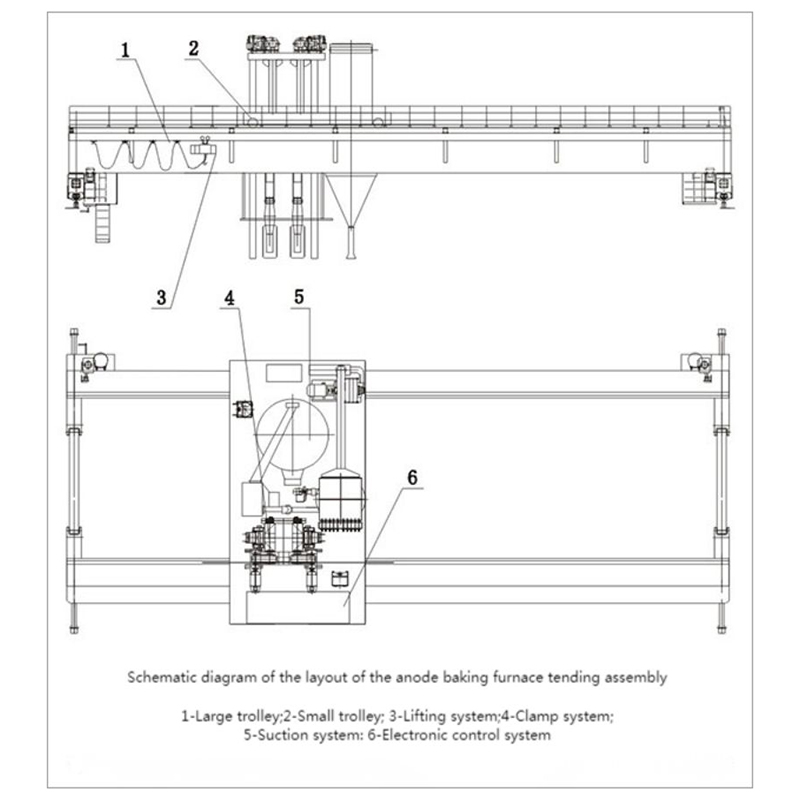
1. クランプを使用して、グループ化/グループ化解除の間でアノード ブロックを前後に移動します。
2. クランプを使用して、陽極ブロックをベーキング炉のピットに出し入れします。
3. 排出管を使用してパッキングコークスを焼成炉ピットに充填します。
4. 焼成炉ピット内の高温の充填コークスを吸引管で吸引します。
5. 橋の下には昇降を補助する電動リフトがあります。
マシン全体は PLC 制御、周波数変換速度調整、その他の構成を採用しています。中国の主要カーボン工場で広く使用されており、国際基準に達しています。過酷な労働環境が大幅に改善され、労働者の労働集約度が軽減されました。
| 構造 | サブ項目名 | ユニット | パラメータ |
| カート全体 | 総重量 | t | 180-220 |
| 作業レベル |
| A6~A8 | |
| 総設置電力 | kw | 220-340 | |
| 大型台車 | 作業速度 | メートル/分 | 5-50 |
| 速度制御方式 |
| 周波数変換 | |
| 作業レベル |
| M6-M8 | |
| スパン | m | 22.5-36 | |
| 小型台車 | 作業速度 | メートル/分 | 3-30 |
| 速度制御方式 |
| 周波数変換 | |
| 作業レベル |
| M6-M8 | |
| ウインチ機構 | 上昇速度 | メートル/分 | 2-8 |
| 速度制御方式 |
| 周波数変換 | |
| 作業レベル |
| M6-M8 | |
| クランプ単体の吊り上げ能力(クランプを除く) | t | 6-10 | |
| クランプ上昇ストローク | m | 7-9 | |
| 吸入・吐出システム | 吸込管、吐出管の上昇速度 | メートル/分 | 1.6-16 |
| 吸込管、吐出管の上昇ストローク | m | 6-10 | |
| サイロ | サイロボリューム | ㎥ | 10-60 |
| 吸入・吐出速度 | m3/h | 30-100/65-100 | |
| クーラー | 出口温度 | ℃ | ≤80 |
| 放熱エリア | ㎥ | 200-600 | |
| 処理温度 | ℃ | 240-600 | |
| 除塵 | フィルターエリア | ㎥ | 60-200 |
| フィルター効果 | mg/m | ≤15 | |
| 遠心ファン | 力 | kw | 90-200 |
| 風量 | m3/分 | 90-220 | |
| 真空度 | KPa | -35 | |
| コンプレッサー | プレッシャー | MPa | 0.8 |
| 電動ホイスト | リフティングボリューム | t | 5-10 |
| 上昇速度 | メートル/分 | 7-8 | |
| 作業速度 | メートル/分 | 20 | |
| 注: 上記の技術パラメータは参考用です。 | |||
ここにメッセージを書いて送信してください